ŗøæpŖ(yØ©ng)øłž(jØ“)½Y(jiئ)(gØ°u)µÄÖŲŅŖŠŌ���”¢ŗÉŻdĢŲŠŌ���”¢ŗøæpŠĪŹ½”¢¹¤×÷h(huØ¢n)¾³ŅŌ¼°Ŗ(yØ©ng)Į¦ īB(tؤi)µČĒér�����£¬°“ĻĀŹöŌt·ÖeßxÓĆ²»Ķ¬µÄŁ|(zhج)ĮæµČ¼(jØŖ)�”£
1.ŌŚŠčŅŖßM(jجn)ŠŠĘ£ŚÓ(jج)ĖćµÄ(gØ°u)¼žÖŠ���£¬·²¦(duج)½Óŗøæp¾łŖ(yØ©ng)ŗøĶø�£¬ĘäŁ|(zhج)ĮæµČ¼(jØŖ)é£ŗ
1) ×÷ÓĆĮ¦“¹Ö±ÓŚŗøæpéL¶Č·½ĻņµÄMĻņ?qر)¦½Óŗøæp»ņTŠĪ¦(duج)½ÓÅc½Ē½Ó½MŗĻŗøæp£¬ŹÜĄr(shØŖ)Ŗ(yØ©ng)éŅ»¼(jØŖ)�£¬ŹÜŗr(shØŖ)Ŗ(yØ©ng)鶞¼(jØŖ)£»
2£©×÷ÓĆĮ¦Ę½ŠŠÓŚŗøæpéL¶Č·½ĻņµÄævĻņ?qر)¦½ÓŗøæpŖ(yØ©ng)鶞¼(jØŖ)��”£
2 .²»ŠčŅŖÓ(jج)ĖćĘ£ŚµÄ(gØ°u)¼žÖŠ���£¬·²ŅŖĒóÅcÄø²ÄµČ(qiØ¢ng)µÄ¦(duج)½ÓŗøæpŖ(yØ©ng)ÓčŗøĶø���£¬ĘäŁ|(zhج)ĮæµČ¼(jØŖ)®(dØ”ng)ŹÜĄr(shØŖ)Ŗ(yØ©ng)²»µĶÓŚ¶ž¼(jØŖ)£¬ŹÜŗr(shØŖ)ŅĖ鶞¼(jØŖ)
3 .ÖŲ¼(jØŖ)¹¤×÷ÖĘŗĶĘšÖŲĮæQ”Ż50tµõÜĮŗµÄø¹°åÅcL¼½¾Ö®égŅŌ¼°µõÜĪö¼ÜÉĻĻŅUÅc¹(jiئ)üc(diØ£n)°åÖ®égµÄTŠĪ½Óī^ŗøæp¾łŅŖĒóŗøĶø£®ŗøæpŠĪŹ½Ņ»°ćé¦(duج)½ÓÅc½Ē½ÓµÄ½MŗĻŗøæp���£¬ĘäŁ|(zhج)ĮæµČ¼(jØŖ)²»Ŗ(yØ©ng)µĶÓŚ¶ž¼(jØŖ).
4 .²»ŅŖĒóŗøĶøµÄ”ÆIŠĪ½Óī^²ÉÓĆµÄ½Ēŗøæp»ņ²æ·ÖŗøĶøµÄ¦(duج)½ÓÅc½Ē½Ó½MŗĻŗøæp����£¬ŅŌ¼°“ī½ÓßB½Ó²ÉÓĆµÄ½Ēŗøæp���£¬ĘäŁ|(zhج)ĮæµČ¼(jØŖ)é£ŗ
1)¦(duج)Ö±½Ó³ŠŹÜÓ(dØ°ng)Į¦ŗÉŻdĒŅŠčŅŖņ(yؤn)ĖćĘ£ŚµÄ½Y(jiئ)(gØ°u)ŗĶµõÜĘšÖŲĮæµČÓŚ»ņ“óÓŚ50tµÄÖŠ¼(jØŖ)¹¤×÷ÖʵõÜĮŗ���£¬ŗøæpµÄĶāÓ^Ł|(zhج)ĮæĖ(biØ”o)Ź(zhسn)Ŗ(yØ©ng)·ūŗĻ¶ž¼(jØŖ) £»
2) ¦(duج)ĘäĖū½Y(jiئ)(gØ°u)£¬ŗøæpµÄĶāÓ^Ł|(zhج)ĮæĖ(biØ”o)Ź(zhسn)æÉ鶞¼(jØŖ)��”£
ĶāÓ^z²éŅ»°ćÓĆÄæy�����£¬ĮŃ¼yµÄz²éŖ(yØ©ng)ŻoŅŌ5 ±¶·Å“óēR²¢ŌŚŗĻßmµÄ¹āÕÕl¼žĻĀßM(jجn)ŠŠ��£¬±ŲŅŖr(shØŖ)æɲÉÓĆ“Å·ŪĢ½ū»ņBĶøĢ½ū����£¬³ß“ēµÄyĮæŖ(yØ©ng)ÓĆĮæ¾ß”¢æØŅ(guØ©)���”£

ŗøæpĶāÓ^Ł|(zhج)ĮæŖ(yØ©ng)·ūŗĻĻĀĮŠŅ(guØ©)¶Ø:
1 Ņ»¼(jØŖ)ŗøæp²»µĆ“ęŌŚĪ“ŗøM���”¢øł²æŹÕæs”¢Ņ§ß
ŗĶ½Óī^²»Į¼µČȱĻŻ����£¬Ņ»¼(jØŖ)ŗøæpŗĶ¶ž¼(jØŖ)ŗøæp²»µĆ“ęŌŚ±ķĆęāæ×”¢AŌü�”¢ĮŃ¼yŗĶė»”²ĮūµČȱĻŻ£»
2 ¶ž¼(jØŖ)ŗøæpµÄĶāÓ^Ł|(zhج)Įæ³żŖ(yØ©ng)·ūŗĻ±¾lµŚŅ»æīµÄŅŖĒóĶā����£¬ÉŠŖ(yØ©ng)M×ćĻĀ±ķµÄÓŠźP(guØ”n)Ņ(guØ©)¶Ø�£»
3 Čż¼(jØŖ)ŗøæpµÄĶāÓ^Ł|(zhج)ĮæŖ(yØ©ng)·ūŗĻĻĀ±ķÓŠźP(guØ”n)Ņ(guØ©)¶Ø����”£
ŌO(shØØ)Ó(jج)ŅŖĒóČ«ŗøĶøµÄŗøæp���£¬ĘäČ(nØØi)²æȱĻŻµÄzņ(yؤn)Ŗ(yØ©ng)·ūŗĻĻĀĮŠŅŖĒó:
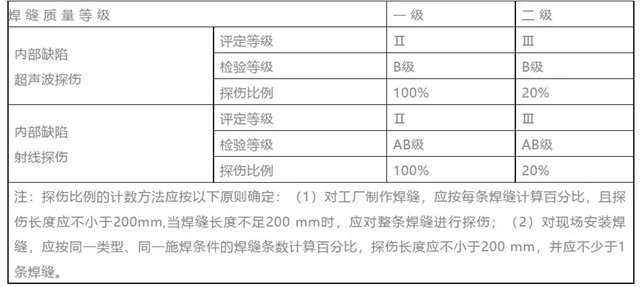
1 Ņ»¼(jØŖ)ŗøæpŖ(yØ©ng)ßM(jجn)ŠŠ100%µÄzņ(yؤn)����£¬ĘäŗĻøńµČ¼(jØŖ)Ŗ(yØ©ng)é¬F(xiؤn)ŠŠų¼ŅĖ(biØ”o)Ź(zhسn)”¶äŗøæpŹÖ¹¤³¬Ā²ØĢ½ū·½·Ø¼°Ł|(zhج)Įæ·Ö¼(jØŖ)·Ø”·(GB 11345)B ¼(jØŖ)zņ(yؤn)µÄ¢ņ¼(jØŖ)¼°¢ņ¼(jØŖ)ŅŌÉĻ����£»
2 ¶ž¼(jØŖ)ŗøæpŖ(yØ©ng)ßM(jجn)ŠŠ³éz£¬³éz±ČĄżŖ(yØ©ng)²»Š”ÓŚ20%���£¬ĘäŗĻøńµČ¼(jØŖ)Ŗ(yØ©ng)é¬F(xiؤn)ŠŠų¼ŅĖ(biØ”o)Ź(zhسn)”¶äŗøæpŹÖ¹¤³¬Ā²ØĢ½ū·½·Ø¼°Ł|(zhج)Įæ·Ö¼(jØŖ)·Ø”·(GB 11345)B¼(jØŖ)zņ(yؤn)µÄ¢ó¼(jØŖ)¼°¢ó¼(jØŖ)ŅŌÉĻ�����£»
3 Č«ŗøĶøµÄČż¼(jØŖ)ŗøæpæɲ»ßM(jجn)ŠŠopzy����”£
4 ŗø½ÓĒņ¹(jiئ)üc(diØ£n)¾W(wØ£ng)¼ÜŗøæpµÄ³¬Ā²ØĢ½ū·½·Ø¼°Č±ĻŻ·Ö¼(jØŖ)Ŗ(yØ©ng)·ūŗĻų¼Ņ¬F(xiؤn)ŠŠĖ(biØ”o)Ź(zhسn)JG/T203-2007”¶ä½Y(jiئ)(gØ°u)³¬Ā²ØĢ½ū¼°Ł|(zhج)Įæ·Ö¼(jØŖ)·Ø”·µÄŅ(guØ©)¶Ø”£
5 ĀŻĖØĒņ¹(jiئ)üc(diØ£n)¾W(wØ£ng)¼ÜŗøæpµÄ³¬Ā²ØĢ½ū·½·Ø¼°Č±ĻŻ·Ö¼(jØŖ)Ŗ(yØ©ng)·ūŗĻų¼Ņ¬F(xiؤn)ŠŠĖ(biØ”o)Ź(zhسn)JG/T203-2007”¶ä½Y(jiئ)(gØ°u)³¬Ā²ØĢ½ū¼°Ł|(zhج)Įæ·Ö¼(jØŖ)·Ø”·µÄŅ(guØ©)¶Ø����”£
6 ĻäŠĪ(gØ°u)¼žøō°åėŌüŗøŗøæpopzy½Y(jiئ)¹ū³żŖ(yØ©ng)·ūŗĻGB50205-2001Ė(biØ”o)Ź(zhسn)µŚ7.3.3 lµÄÓŠźP(guØ”n)Ņ(guØ©)¶ØĶā£¬ßŖ(yØ©ng)°“ø½äC ßM(jجn)ŠŠŗøæpČŪĶø¶Č�”¢ŗøæpĘ«ŅĘzy”£
7 A¹ÜT���”¢K�����”¢Y ¹(jiئ)üc(diØ£n)ŗøæpµÄ³¬Ā²ØĢ½ū·½·Ø¼°Č±ĻŻ·Ö¼(jØŖ)Ŗ(yØ©ng)·ūŗĻGB50205-2001Ė(biØ”o)Ź(zhسn)ø½äDµÄŅ(guØ©)¶Ø��”£
8 ŌO(shØØ)Ó(jج)ĪļžÖø¶ØßM(jجn)ŠŠÉä¾Ģ½ū»ņ³¬Ā²ØĢ½ū²»Äܦ(duج)ȱĻŻŠŌŁ|(zhج)×÷³öÅŠąr(shØŖ)����£¬æɲÉÓĆÉä¾Ģ½ūßM(jجn)ŠŠzy�����”¢ņ(yؤn)×C��”£
9 Éä¾Ģ½ūŖ(yØ©ng)·ūŗĻ¬F(xiؤn)ŠŠų¼ŅĖ(biØ”o)Ź(zhسn)”¶äČŪ»Æŗø¦(duج)½Ó½Óī^Éä¾ÕÕĻąŗĶŁ|(zhج)Įæ·Ö¼(jØŖ)”·(GB 3323)µÄŅ(guØ©)¶Ø����£¬Éä¾ÕÕĻąµÄŁ|(zhج)ĮæµČ¼(jØŖ)Ŗ(yØ©ng)·ūŗĻAB ¼(jØŖ)µÄŅŖĒó���”£Ņ»¼(jØŖ)ŗøæpŌu(pØŖng)¶ØŗĻøńµČ¼(jØŖ)Ŗ(yØ©ng)锶äČŪ»Æŗø¦(duج)½Ó½Óī^Éä¾ÕÕĻąŗĶŁ|(zhج)Įæ·Ö¼(jØŖ)”·(GB 3323)µÄ¢ņ¼(jØŖ)¼°¢ņ¼(jØŖ)ŅŌÉĻ£¬¶ž¼(jØŖ)ŗøæpŌu(pØŖng)¶ØŗĻøńµČ¼(jØŖ)Ŗ(yØ©ng)锶äČŪ»Æŗø¦(duج)½Ó½Óī^Éä¾ÕÕĻąŗĶŁ|(zhج)Įæ·Ö¼(jØŖ)”·(GB 3323)µÄ¢ó¼(jØŖ)¼°¢ó¼(jØŖ)ŅŌÉĻ����”£
10 ŅŌĻĀĒérÖ®Ņ»Ŗ(yØ©ng)ßM(jجn)ŠŠ±ķĆęzy:
1£©ĶāÓ^z²é°l(fØ”)¬F(xiؤn)ĮŃ¼yr(shØŖ)���£¬Ŗ(yØ©ng)¦(duج)ŌÅśÖŠĶ¬īŗøæpßM(jجn)ŠŠ100%µÄ±ķĆęzy���£»
2£©ĶāÓ^z²éŃŅÉÓŠĮŃ¼yr(shØŖ)£¬Ŗ(yØ©ng)¦(duج)ŃŅɵIJæĪ»ßM(jجn)ŠŠ±ķĆęĢ½ū�����£»
3£©ŌO(shØØ)Ó(jج)D¼Ņ(guØ©)¶ØßM(jجn)ŠŠ±ķĆęĢ½ūr(shØŖ)����£»
4£©z²éTÕJ(rØØn)éÓŠ±ŲŅŖr(shØŖ)”£

čF“ÅŠŌ²ÄĮĻŖ(yØ©ng)²ÉÓĆ“Å·ŪĢ½ūßM(jجn)ŠŠ±ķĆęȱĻŻzy����”£“_Ņņ½Y(jiئ)(gØ°u)ŌŅņ»ņ²ÄĮĻŌŅņ²»ÄÜŹ¹ÓĆ“Å·ŪĢ½ūr(shØŖ)�����£¬·½æɲÉÓĆBĶøĢ½ū�”£“Å·ŪĢ½ūŖ(yØ©ng)·ūŗĻų¼Ņ¬F(xiؤn)ŠŠĖ(biØ”o)Ź(zhسn)”¶ŗøæp“Å·Ūzņ(yؤn)·½·ØŗĶȱĻŻ“ÅŗŪµÄ·Ö¼(jØŖ)”·(JB/T 6061)µÄŅ(guØ©)¶Ø����£¬BĶøĢ½ūŖ(yØ©ng)·ūŗĻų¼Ņ¬F(xiؤn)ŠŠĖ(biØ”o)Ź(zhسn)”¶ŗøæpBĶøzņ(yؤn)·½·ØŗĶȱĻŻŪEŗŪµÄ·Ö¼(jØŖ)”·(JB/T 6062)µÄŅ(guØ©)¶Ø”£“Å·ŪĢ½ūŗĶBĶøĢ½ūµÄŗĻøńĖ(biØ”o)Ź(zhسn)Ŗ(yØ©ng)·ūŗĻĶāÓ^zņ(yؤn)µÄÓŠźP(guØ”n)Ņ(guØ©)¶Ø���”£
ŌO(shØØ)Ó(jج)ŅŖĒóČ«ŗøĶøµÄŅ»���”¢¶ž¼(jØŖ)ŗøæpŖ(yØ©ng)²ÉÓĆ³¬Ā²ØĢ½ūßM(jجn)ŠŠČ(nØØi)²æȱĻŻµÄzņ(yؤn)£¬³¬Ā²ØĢ½ū²»Äܦ(duج)ȱĻŻ×÷³öÅŠąr(shØŖ)�����£¬Ŗ(yØ©ng)²ÉÓĆÉä¾Ģ½ū�£¬ĘäČ(nØØi)²æȱĻŻ·Ö¼(jØŖ)¼°Ģ½ū·½·ØŖ(yØ©ng)·ūŗĻ¬F(xiؤn)ŠŠų¼ŅĖ(biØ”o)Ź(zhسn)”¶äŗøæpŹÖ¹¤³¬Ā²ØĢ½ū·½·ØŗĶĢ½ū½Y(jiئ)¹ū·Ö¼(jØŖ)”·GB11345»ņ”¶äČŪ»Æŗø¦(duج)½Ó½Óī^Éä½Y(jiئ)ÕÕĻąŗĶŁ|(zhج)Įæ·Ö¼(jØŖ)”·GB3323µÄŅ(guØ©)¶Ø”£
ŗø½ÓĒņ¹(jiئ)üc(diØ£n)¾W(wØ£ng)¼Üŗøæp����”¢ĀŻĖØĒņ¹(jiئ)üc(diØ£n)¾W(wØ£ng)¼Üŗøæp¼°A¹ÜT”¢K�”¢YŠĪüc(diØ£n)ĻąŲ¾ŗøæp�£¬ĘäČ(nØØi)²æȱĻŻ·Ö¼(jØŖ)¼°Ģ½ū·½·ØŖ(yØ©ng)·Öe·ūŗĻų¼Ņ¬F(xiؤn)ŠŠĖ(biØ”o)Ź(zhسn)JG/T203-2007”¶ä½Y(jiئ)(gØ°u)³¬Ā²ØĢ½ū¼°Ł|(zhج)Įæ·Ö¼(jØŖ)·Ø”·��”¢”¶½ØÖžä½Y(jiئ)(gØ°u)ŗø½Ó¼¼Šg(shØ“)Ņ(guØ©)³Ģ”·JGJ81µÄŅ(guØ©)¶Ø��”£Ņ»¼(jØŖ)��”¢¶ž¼(jØŖ)ŗøæpµÄŁ|(zhج)ĮæµČ¼(jØŖ)¼°Č±ĻŻ·Ö¼(jØŖ)Ŗ(yØ©ng)·ūŗĻĻĀ±ķµÄŅ(guØ©)¶Ø��”£

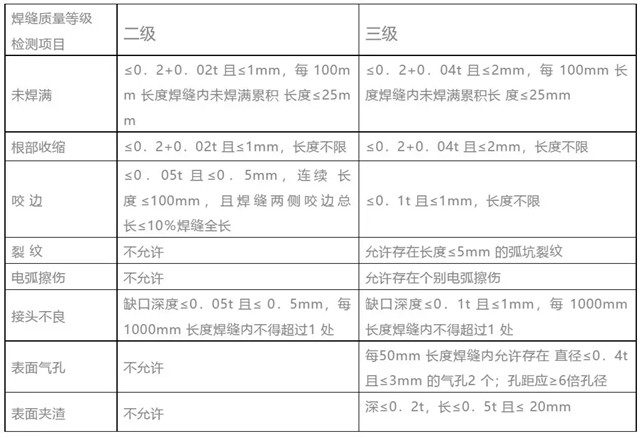
¶ž¼(jØŖ)ŗøæpŁ|(zhج)ĮæµČ¼(jØŖ)¼°Č±ĻŻ·Ö¼(jØŖ)
ÕfĆ÷£ŗøłž(jØ“)½Y(jiئ)(gØ°u)µÄ³ŠŻdĒér²»Ķ¬��£¬¬F(xiؤn)ŠŠų¼ŅĖ(biØ”o)Ź(zhسn)”¶ä½Y(jiئ)(gØ°u)ŌO(shØØ)Ó(jج)Ņ(guØ©)·¶”·GBJ17ÖŠ¢ŗøæpµÄŁ|(zhج)Įæé·ÖČż(gØØ)Ł|(zhج)ĮæµČ¼(jØŖ)�”£Č(nØØi)²æȱĻŻµÄzyŅ»°ćæÉÓĆ³¬Ā²ØĢ½ūŗĶÉä¾Ģ½ū�”£Éä¾Ģ½ū¾ßÓŠÖ±Ó^ŠŌ”¢Ņ»ÖĀŠŌŗƵÄ(yØu)üc(diØ£n)���£¬ß^Č„ČĖÓXµĆÉä¾Ģ½ūæÉææ��”¢æĶÓ^�”£µ«ŹĒÉä¾Ģ½ū³É±¾øß�”¢²Ł×÷³ĢŠņĶ(fØ“)ės”¢zyÖÜĘŚéL�£¬ÓČĘäŹĒä½Y(jiئ)(gØ°u)ÖŠ“ó¶ąéTŠĪ½Óī^ŗĶ½Ē½Óī^£¬Éä¾zyµÄŠ§²ī�£¬ĒŅÉä¾Ģ½ū¦(duج)ĮŃ¼y��”¢Ī“ČŪŗĻµČĪ£ŗ¦ŠŌȱĻŻµÄz³öĀŹµĶ���”£³¬Ā²ØĢ½ūtÕżŗĆĻą·“£¬²Ł×÷³ĢŠņŗĪ�����”¢æģĖŁ�£¬¦(duج)ø÷·N½Óī^ŠĪŹ½µÄßmŖ(yØ©ng)ŠŌŗĆ£¬¦(duج)ĮŃ¼y�����”¢Ī“ČŪŗĻµÄzyģ`Ćō¶Čøß����£¬Ņņ“ĖŹĄ½ēÉĻŗܶąų¼Ņ¦(duج)ä½Y(jiئ)(gØ°u)Č(nØØi)²æŁ|(zhج)ĮæµÄæŲÖĘ²ÉÓĆ³¬Ā²ØĢ½ū£¬Ņ»°ćŅŃ²»²ÉÓĆÉä¾Ģ½ū��”£
ėSÖų“óŠĶæÕég½Y(jiئ)(gØ°u)Ŗ(yØ©ng)ÓĆµÄ²»ąŌö¼Ó����£¬¦(duج)ÓŚ±”±Ś“óĒśĀŹT”¢K”¢YŠĶĻąŲ½Óī^ŗøæpĢ½ū�£¬ų¼Ņ¬F(xiؤn)ŠŠŠŠI(yØØ)Ė(biØ”o)Ź(zhسn)”¶½ØÖžä½Y(jiئ)(gØ°u)ŗø½Ó¼¼Šg(shØ“)Ņ(guØ©)³Ģ”·JGJ81ÖŠ½o³öĮĖĻąŖ(yØ©ng)µÄ³¬Ā²ØĢ½ū·½·ØŗĶȱĻŻ·Ö¼(jØŖ)”£¾W(wØ£ng)¼Ü½Y(jiئ)(gØ°u)ŗøæpĢ½ūŖ(yØ©ng)°“¬F(xiؤn)ŠŠų¼ŅĖ(biØ”o)Ź(zhسn)JG/T203-2007”¶ä½Y(jiئ)(gØ°u)³¬Ā²ØĢ½ū¼°Ł|(zhج)Įæ·Ö¼(jØŖ)·Ø”·µÄŅ(guØ©)¶ØĢ(zhØŖ)ŠŠ��”£
±¾Ņ(guØ©)·¶Ņ(guØ©)¶ØŅŖĒóČ«ŗøĶøµÄŅ»¼(jØŖ)ŗøæp100£„zņ(yؤn)�£¬¶ž¼(jØŖ)ŗøæpµÄ¾Ö²æzņ(yؤn)¶Øé³éÓzņ(yؤn)”£ä½Y(jiئ)(gØ°u)ÖĘ×÷Ņ»°ćŻ^éL���£¬¦(duج)Ćælŗøæp°“Ņ(guØ©)¶ØµÄ°Ł·Ö±ČßM(jجn)ŠŠĢ½ū����£¬ĒŅĆæĢ²»Š”ÓŚ200mmµÄŅ(guØ©)¶Ø�����£¬¦(duج)±£×CĆælŗøæpŁ|(zhج)ĮæŹĒÓŠĄūµÄ�”£µ«ä½Y(jiئ)(gØ°u)°²ŃbŗøæpŅ»°ć¶¼²»éL£¬“ó²æ·ÖŗøæpéĮŗŅ»ÖłßB½Óŗøæp�����£¬ĆælŗøæpµÄéL¶Č“ó¶ąŌŚ250-300mmÖ®ég�£¬²ÉÓĆŗøæplµ(shØ“)Ó(jج)µ(shØ“)³éÓzyŹĒæÉŠŠµÄ����”£
1.TŠĪ½Óī^�”¢Ź®×Ö½Óī^���”¢½Ē½Ó½Óī^µČŅŖĒóČŪĶøµÄ¦(duج)½ÓŗĶ½Ē¦(duج)½Ó½MŗĻŗøæp�����£¬ĘäŗøÄ_³ß“ē²»Ŗ(yØ©ng)Š”ÓŚt/4�£»ŌO(shØØ)Ó(jج)ÓŠĘ£Śņ(yؤn)ĖćŅŖĒóµÄµõÜĮŗ»ņīĖĘ(gØ°u)¼žµÄø¹°åÅcÉĻŅķ¾ßB½ÓŗøæpµÄŗøÄ_³ß“ēét/2�����£¬ĒŅ²»Ŗ(yØ©ng)Š”ÓŚ10mm�”£ŗøÄ_³ß“ēµÄŌŹŌSĘ«²īé0-4 mm”£
z²éµ(shØ“)Įæ£ŗŁYĮĻČ«µ(shØ“)z²é����£»Ķ¬īŗøæp³é²é10%£¬ĒŅ²»Ŗ(yØ©ng)ÉŁÓŚ3l���”£
zņ(yؤn)·½·Ø£ŗÓ^²ģz²é�����£¬ÓĆŗøæpĮæŅ(guØ©)³é²éyĮæ�����”£
ÕfĆ÷£ŗŅŌÉĻ1.¦(duج)TŠĶ����”¢Ź®×ÖŠĶ”¢½Ē½Ó½Óī^µČŅŖĒóŗøĶøµÄ¦(duج)½ÓÅc½Ē½Ó½MŗĻŗøæp����£¬épÉŁŖ(yØ©ng)Į¦¼ÆÖŠ£¬Ķ¬r(shØŖ)±ÜĆāß^“óµÄŗøÄ_³ß“ē���£¬
¢ÕÕųČ(nØØi)ĶāĻąźP(guØ”n)Ņ(guØ©)·¶µÄŅ(guØ©)¶Ø��£¬“_¶ØĮĖ¦(duج)ģoŻd½Y(jiئ)(gØ°u)ŗĶÓ(dØ°ng)Żd½Y(jiئ)(gØ°u)µÄ²»Ķ¬ŗøÄ_³ß“ēµÄŅŖĒó�”£
2.ŗøæp±ķĆę²»µĆÓŠĮŃ¼y��”¢ŗøĮöµČȱĻŻ����”£Ņ»¼(jØŖ)����”¢¶ž¼(jØŖ)ŗøæp²»µĆÓŠ±ķĆęāæ×�”¢AŌü�”¢»”æÓĮŃ¼y”¢ė»”²ĮūµČȱĻŻ�”£ĒŅŅ»¼(jØŖ)ŗøæp²»ŌSÓŠŅ§ß
”¢Ī“ŗøM�”¢øł²æŹÕæsµČȱĻŻ”£
z²éµ(shØ“)Įæ£ŗĆæÅśĶ¬ī(gØ°u)¼ž³é²é10%�£¬ĒŅ²»Ŗ(yØ©ng)ÉŁÓŚ3¼ž£»±»³é²é(gØ°u)¼žÖŠ�£¬ĆæŅ»īŠĶŗøæp°“lµ(shØ“)³é²é5%£¬ĒŅ²»Ŗ(yØ©ng)ÉŁÓŚ1l�����£»Ćælz²é1l�£¬æ³é²éµ(shØ“)²»Ŗ(yØ©ng)ÉŁÓŚ10Ģ”£
zņ(yؤn)·½·Ø£ŗÓ^²ģz²é»ņŹ¹ÓĆ·Å“óēR�����”¢ŗøæpĮæŅ(guØ©)¶ØŗĶä³ßz²é���£¬®(dØ”ng)“ęŌŚŅÉĮxr(shØŖ)��£¬²ÉÓĆBĶø»ņ“Å·ŪĢ½ūz²é���”£
ÕfĆ÷£ŗŅŌÉĻæ¼]²»Ķ¬Ł|(zhج)ĮæµČ¼(jØŖ)µÄŗøæp³ŠŻdŅŖĒó²»Ķ¬���£¬·²ŹĒĄ(yØ¢n)ÖŲÓ°ķŗøæp³ŠŻdÄÜĮ¦µÄȱĻŻ¶¼ŹĒĄ(yØ¢n)½ūµÄ±¾l¦(duج)Ą(yØ¢n)ÖŲÓ°ķŗøæp³ŠŻdÄÜĮ¦ĶāÓ^Ł|(zhج)ĮæŅŖĒóĮŠČėÖ÷æŲķ(xiؤng)Ä棬²¢½o³öĮĖĶāÓ^ŗĻøńŁ|(zhج)ĮæŅŖĒó��”£ÓÉÓŚŅ»���”¢¶ž¼(jØŖ)ŗøæpµÄÖŲŅŖŠŌ�����£¬¦(duج)±ķĆęāæ×����”¢AŌü��”¢»”æÓĮŃ¼y����”¢ė»”²ĮūŖ(yØ©ng)ÓŠĢŲ¶Ø²»ŌŹŌS“ęŌŚ µÄŅŖĒó£¬Ņ§ß
���”¢Ī“ŗøM�”¢øł²æŹÕæsµČȱĻŻ¦(duج)Ó(dØ°ng)ŻdÓ°ķŗÜ“ó�£¬¹ŹŅ»¼(jØŖ)ŗøæp²»µĆ“ęŌŚŌīȱĻŻ”£




